
counter
2012/09/30
2012/09/22
油圧シリンダの座屈強度の検証


追記 2010.10.01
下図の計算式について、上図シリンダーソフトA案との出力結果に関して、様々なモードを試してみたが、結論を言えば相関性はほとんどなかった。両端固定のモードにおいてのみ概略的な近似性がみられただけであった。おそらくは中間保持の箇所の保持部分の長さが影響しているのかもしれない。下図の計算式をシリンダーの座屈荷重本案及びA案に適用することは不可である。本文は一時的な偶然の一致とみるしかない。
概略的には両端固定の場合、A案との比較でいえば下図モードの方が若干座屈荷重が小さめ。ヘッド側固定、ロッド側自由に場合は下図モードの方が座屈荷重が明確に大きい。ヘッド側を自由にしてロッド側を自由、または固定にした場合は下図モードの方は座屈荷重は明確に少ない。
下図の計算式はロッド径、支点距離だけの計算式(上図B案)に関しては論理的な説明のつく相関性を示していた。シリンダーではなくて、長軸の中間保持の場合の座屈計算式としては下図計算式は B案の出力値の結果を眺めていると相関性の高い極めて信頼するべき結果を算出しているらしいことは実感している。中間保持位置に応じてB案の出力値に関しては相関性のありそうな大きな座屈荷重を算出している。
上記追記、記載前の原文
当方の作成した油圧シリンダ座屈計算ソフトの出力値を検証してみた。上図は当方の作成ソフトの出力値でA案に注目。下図はガイドブッシュの付近をシリンダチューブに座屈変形がないという前提で変形防止のサポートを加えたロッドの座屈計算。偶然かもしれないがこの出力値はほとんど同じである。下図において座屈計算式に黒塗りでマスクをかけたがご容赦。この計算の出典は図中に示してあります。
追記)
上の方の図で A案の座屈荷重 W の数値 65626.9615 Nが対象です。下の方の図で 出力データ 63675 N の数値と比較します。誤差を考えるとほとんど同一と考えても構わないレベルの数値です。
本計算ソフトは有償(5500円)にて譲渡可能です。必要な方は、ここのプロフィール(右側にリンク)に記載したE-メールアドレスにてご連絡ください。
本ソフトは座屈力から求めた市販油圧シリンダーのシリンダサイズ選定ソフトとして利用します。
溶接強度の計算式データの更新

http://m-sudo.blogspot.jp/2009/05/blog-post_31.html
2012/09/15
回転円板の式 (再掲)
追記 2017.04.13
下記データを(未紹介のデータを含む)まとめたファイル(pdf):全17ページ
出典:USA_テネシー大学教材より ITより入手(10年ほど前)
下図は上記資料のごく一部
-------------------------------------------------------------------------


--------------------------------------------------------
追加 2014.04.14

--------------------------------------------------------



この関連データの全体は下記URL(当方のサーバー)に 回転円板.pdf という名称でダウンロード可能にしてあります。http://m-sudo.sakura.ne.jp/soft_data/
以前の当方の紹介URLは下記。(本記事と同一内容を追加してあります。)
http://m-sudo.blogspot.jp/2012/08/blog-post_30.html
2012/09/12
機械設計のための公式データ集(洋書:英文)

日本では丸善の機械設計便覧がベストの選択と思いますが、丸善の便覧に比べると,冗長さが少ないと聞きました。ご参考に。下図もアマゾンのURLより引用。

2012/09/09
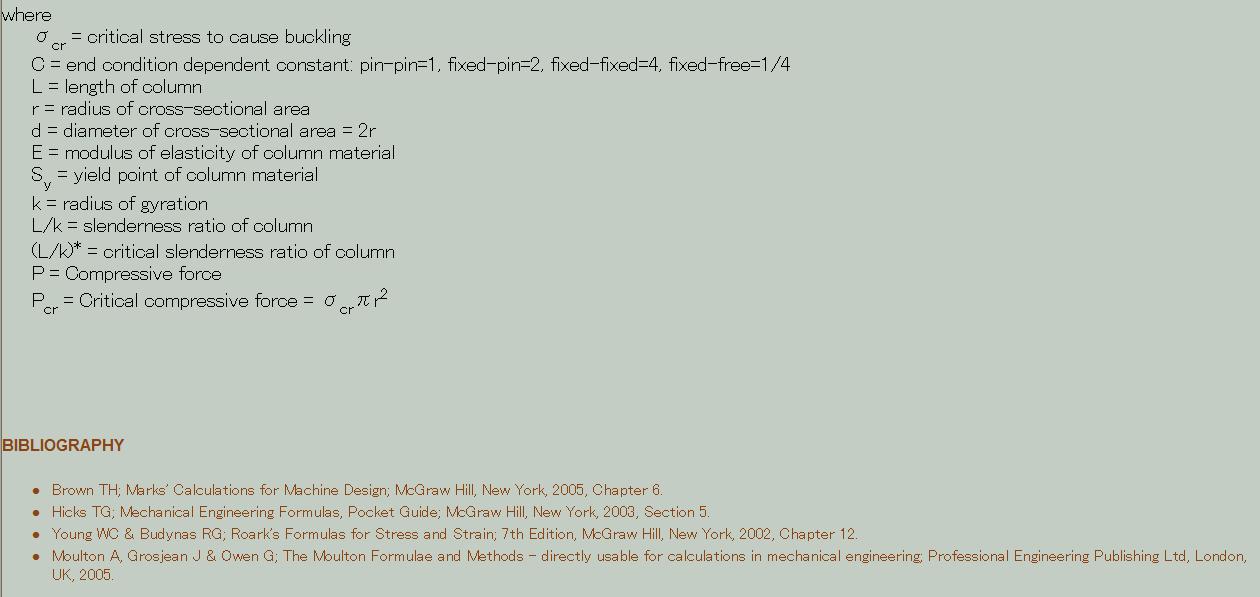
柱の座屈式 海外のWebより



以前のブログは下記。私は下記のブログの利用を勧めます。(国内のWebデータ)
http://m-sudo.blogspot.jp/2010/07/blog-post_02.html
http://m-sudo.blogspot.jp/2010/06/blog-post_26.html
端末条件Cの数値に関しては下記ページの画像も参考にしてください。
http://m-sudo.blogspot.jp/2010/07/blog-post_2369.html
2012/09/08
ボールデテント機構_自動車用トランスミッション

www.brammer.com.pl/DOWNLOAD/INA%20-%20katalog%20mechanizm%C3%B3w%20zatrzaskowych.pdf?download=285
極めて精緻なデテント構造。当方もデテント機構の必要ばね力、ミゾの角度などの考察を本ブログにて紹介したが、図はばねとボールの摩擦を無視できる構造になっている。フォークリフトを含めた一般の産業機械にはここまでの精密さは不要である。
当方のデテント機構の計算に関するブログは下記。
http://m-sudo.blogspot.jp/2012/02/blog-post.html
2012/09/02
USAの溶接記号標準











USAの溶接図示法。2008年時点での修正版であり、比較的新しいデータ。
画像データの引用元URLは下記。
画像中の数字の単位はインチ(inch)。
USAの隅肉溶接の脚長データは下記。
ISO規格、JIS規格とは異なる表示法なので注意。
ISO規格の溶接法は下記。
JIS規格の溶接法は下記。
http://m-sudo.blogspot.jp/2009/05/blog-post_6399.htmlJIS規格の隅肉溶接脚長は下記。
http://m-sudo.blogspot.jp/2009/02/blog-post_13.html
日本船舶関連でのアルミニウム溶接脚長は下記。
http://m-sudo.blogspot.jp/2009/10/blog-post_127.html
国内でのステンレス鋼関係の溶接脚長は下記。
http://m-sudo.blogspot.jp/2010/05/blog-post_27.html
レンチサイズに対応したボルト穴の位置、間隔(ISO,JIS)


画像の引用元は下記。
英国規格に沿った資料だが、英国規格はISOの流れを汲んでおり、JISも準じてよい。
関連ブログは修正済み。
(インチサイズレンチ用ボルト穴間の寸法)
登録:
コメント (Atom)